| | Ʒ�������� | | ����������ĥ�� | | �ͺ���12BN | |
| | ������ʽ���˹� | | �Ƿ������� | | ������1750KG | |
| | �����������7.5 kw | | ���γߴ���1700*950*1400 mm | | �ӹ��������߾��� | |
| | ɰ��ת����1900 rpm | | ���ĥ���ߴ���25 mm | | ������ҵ��ͨ�� | |
| | ������ʽ����ʽ | | ��װ��ʽ�����ʽ | | ���÷�Χ��ͨ�� | |
| | ���ö������������ | | | | | |
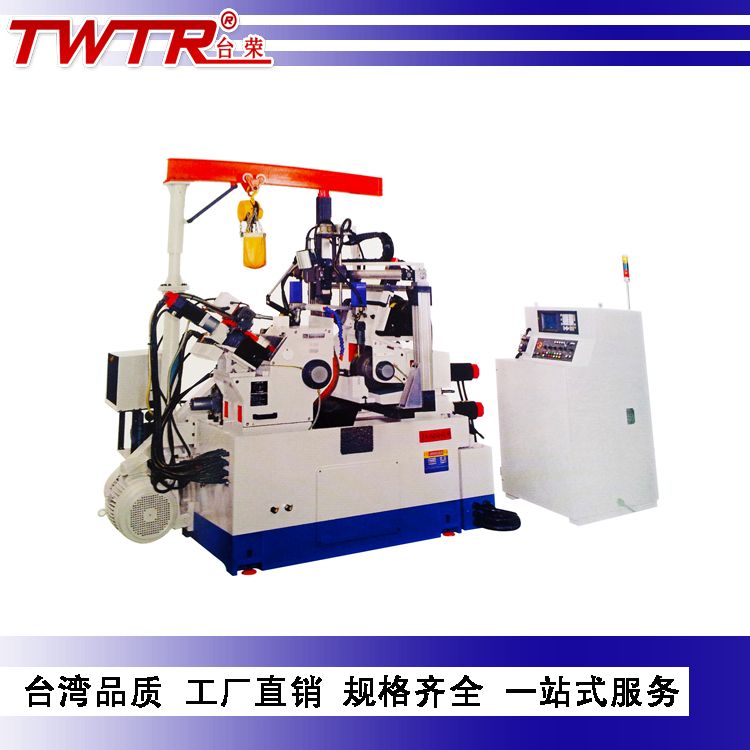
̨�彡��12BN����ĥ��
�ӹ���ʽ
�༭
������Բĥ����Ҫ������ĥ��������ͨ��ʽ������ʽ������һͨ��ʽ��ͨ��ʽ����ĥ����������ɰ�����߷����������ĥ���������������ߵ�С�����ʵ�ֹ����������������ĥ��ϸ��Բ���ι����������ĿĶ����������ȡ�����ʽ����ĥ�����а���������λ֧�㣬����֧�����а�һ��λ���ϣ���ɰ�ֻ����������ĥ��������ĥ��������̨�Ĺ����Լ�Բ�壬�����������ת�幤��������һͨ��ʽ����ĥ���������ߵĸ��ϡ����⣬�������߽���ʽĥ����ʹ��̨�Ĺ�������������˵Ķ������ʽĥ����������Բĥ�������ʽϸߡ������ڴ�������������ʵ���Զ�����
������Բĥ�����ص�������Բĥ��������������ͨ��Բĥ����Ƚ��������ص㡣
1�������ӹ��������˵���װ�й����ȸ���ʱ��̣������ʸߡ�
2���мܺ͵��ֶ�λ��������ͨ��Բĥ�����⡢���ļܻ���֧�и��Ժã����������Խϴ�������ϸ��������ļӹ�������ʵ�ָ���ĥ����ǿ��ĥ����
3��������Բĥ����������Բ�ڶ�λ�����϶�λ��ĥ�����ǹ���ֱ���ϵ���������ɰ�ֵ�ĥ�𡢽��������IJ���������������ظ���λ�����������ֱ���ߴ羫�ȵ�Ӱ�졣ֻ����ͨ��Բĥ����һ�룬��������Ŀף�������ʵ���ϡ������Զ�����
4����ɰ������ĥ��ͨ��ʽ�������ɲ��üӴ�ÿ�εļӹ�������������ĥʱ�ɶԸ�������������ĥ�����ɰ��ĥ���������ʸߣ����÷�Χ�㡣
5��������Բĥ���ޱ�֤ĥ���������ĥ����������λ�þ��ȣ�ͬ��ȣ���ֱ�ȵȣ��Ļ�����ĥ����������������ʱԲ�Ƚϲ
6��ĥ�������ײ�����������Բ�ȣ���ϴ�ʱ��������ɲ����ߴ�С��***��ʵ��ߴ�Ĵ�������Ӱ��װ�������������ܡ�
7�����������ϸ��ӡ���ʱ��ÿ������ֱͬ���Ĺ������������мܸ߶ȣ�����뼰�йصĹ��ղ������ʵ��������ѶȽϴ�����С��������������
1��������ĥ���������������ĥ������������ɢ���豸����һ��Ҫ������࣬��ʱ������IJķ�ĩ��
2����顢�����ֱ����������֡��ݶ�����ĸ�Ȼ��������ֻ�����á�
3������ĥ��������飺�������ĥ������λ��˿��Ƥ�����ɽ��̶ȣ��ɶ���Ӧ��������Ϊֹ��
4���������ĥ��̶�������Ӧ�����������Ƿ���㡣
5������Ӧ�����ɾ��������ϲ��ɴ�����IJķ�ĩ��
6������ ����ʱ��ɨ�綯���������䡣 ����װ�ù̶����롢�����ɿ���
7����顢���̽���װ�á� ��鰴Ť���أ��������Ӧ��ʱ�����������������Ҫ��Σ��
|
ɰ�ֹ��
|
P500x150x305
|
|
���ֹ��
|
P300x150x127
|
|
ɰ��ת��
|
1650r/min
|
|
����ת��
|
10-290r/min
|
|
ɰ���������������мܵ������
|
200mm
|
|
���ӹ�����
|
���� |
|
�˲�Բ��
|
0.006mm
|
|
�˲�ֱ�߶�
|
0.006mm
|
|
�˲�Բ����
|
0.01mm
|
|
�˾��ߴ繫��
|
0.05mm
|
|
�ֲڶ�
|
Ra1.0μm
|
 ɨһɨ���ֻ����
ɨһɨ���ֻ����